Wysokiej jakości niemagnetyczny rdzeń formy z węglika spiekanego ze stałym materiałem wolframowym
Rdzeń formy ze stali wolframowej, znany również jako rdzeń matrycy z węglika wolframu, to bardzo trwały i odporny na zużycie element biżuterii wytwarzany przez połączenie węglika wolframu ze spoiwem metalowym, zwykle kobaltem lub niklem niemagnetycznym.
Skład materiału
Stopy wolframu i niklu zazwyczaj zawierają wysoki procent wolframu (90–97%) i niklu (3–10%), z potencjalnymi dodatkami żelaza lub miedzi w celu poprawy określonych właściwości.
Właściwości materiału
Stop ten zapewnia wysoką gęstość, doskonałą przewodność cieplną i elektryczną oraz dobrą odporność na korozję, dzięki czemu idealnie nadaje się do elementów o dużej wytrzymałości pracujących w trudnych warunkach.
Cel aplikacji
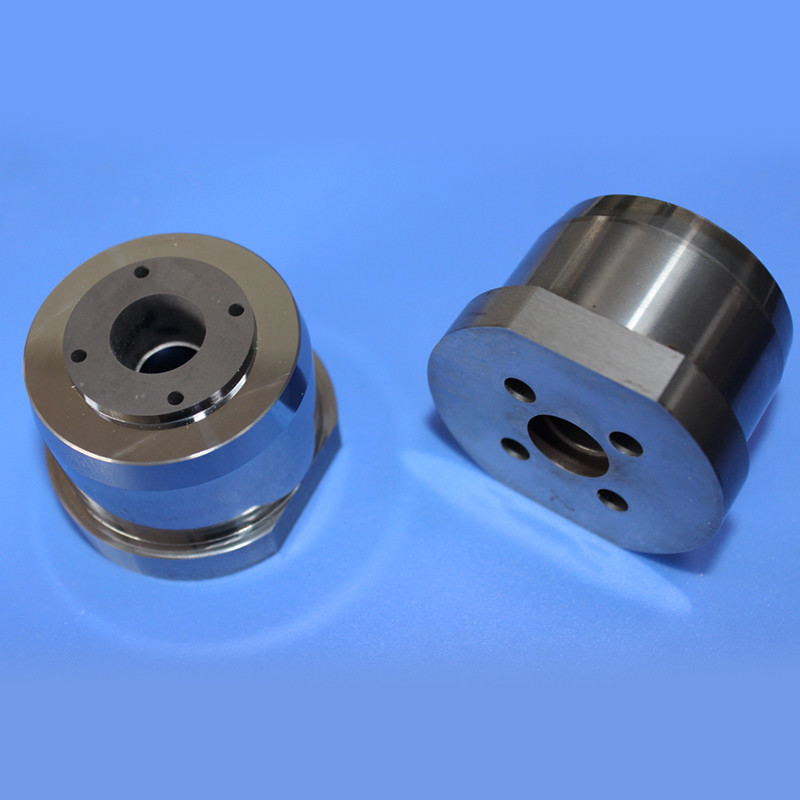
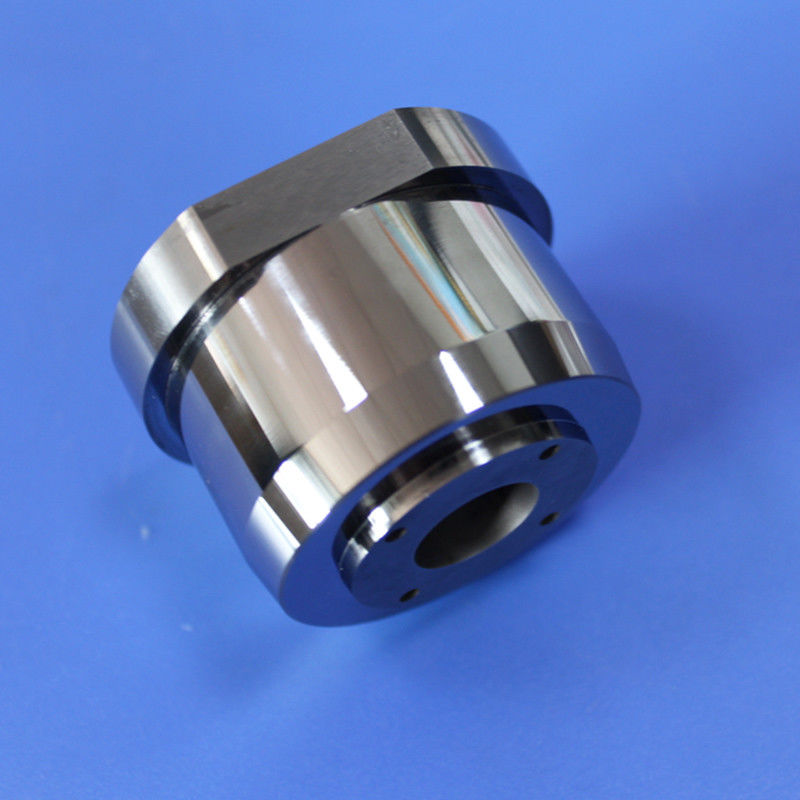
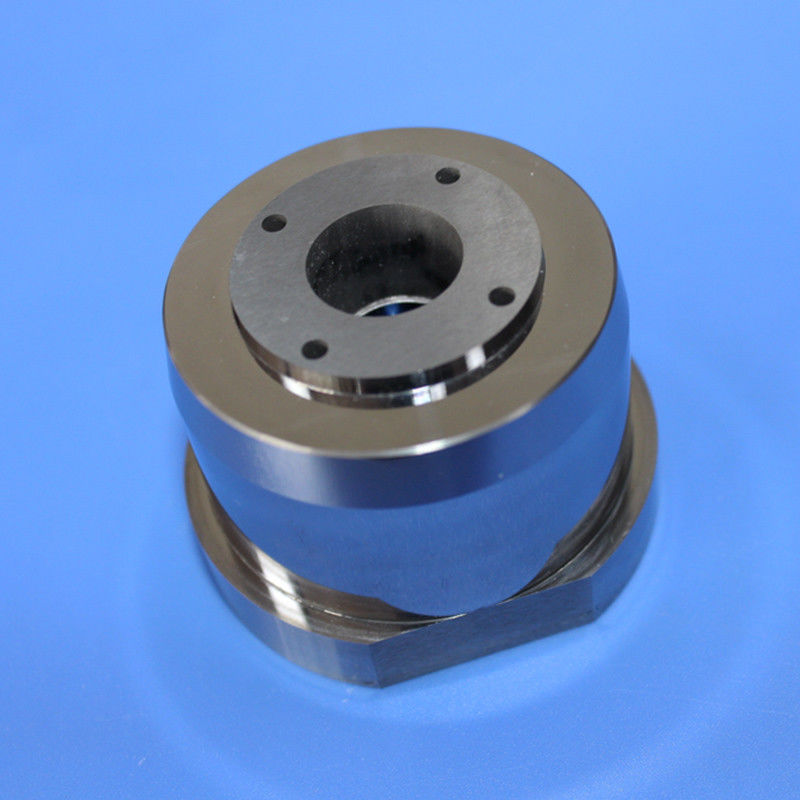
Półprodukty te służą jako materiały wyjściowe do wytwarzania wnęk wirników w krytycznych elementach silników rotacyjnych, turbin, pomp i sprężarek. Półfabrykaty wnęk wirnika ze stopu wolframu i niklu zapewniają solidność, niezawodność i długowieczność wysokowydajnych zespołów wirników, przyczyniając się do wydajnych i trwałych maszyn.
Cechy produktu
Proces formowania prefabrykatów
W procesie tym wykorzystuje się wstępnie zaprojektowane formy do tworzenia komponentów o pożądanych kształtach i cechach, umożliwiając wydajną i opłacalną produkcję poprzez bezpośrednie formowanie elementów, takich jak konstrukcja z trzema otworami.
Redukcja kosztów
Formowanie prefabrykowane minimalizuje lub eliminuje dodatkowe operacje obróbki, zmniejszając koszty produkcji poprzez oszczędność czasu, pracy i materiałów związanych z procesami wtórnymi, takimi jak wiercenie czy frezowanie.
Elastyczność projektowania
Proces obejmuje różne złożone projekty detali, w tym skomplikowane wzory z otworami wewnętrznymi i elementami gwintowanymi, umożliwiając produkcję części o różnorodnych kształtach, rozmiarach i funkcjonalnościach.
Zwiększona wydajność
Wstępnie zaprojektowane formy zapewniają spójne i dokładne odwzorowanie cech wielu detali, zachowując standardy jakości, jednocześnie redukując błędy i poprawiając ogólną wydajność produkcji.
Względy materialne
Wybór materiału ma kluczowe znaczenie dla zgodności z technikami formowania i spełnienia wymagań dotyczących końcowego przedmiotu obrabianego. Typowe materiały obejmują metale, tworzywa sztuczne, kompozyty i ceramikę.
Możliwość dostosowania procesu
Formowanie prefabrykowane dostosowuje się do różnych metod produkcji, w tym formowania wtryskowego, odlewania lub wytłaczania, w zależności od materiału, złożoności projektu, wielkości produkcji i względów kosztowych.
Kontrola jakości
Pomimo korzyści kosztowych, kompleksowe środki kontroli jakości, w tym regularne inspekcje, kontrole wymiarowe i badania materiałów, zapewniają, że wyprodukowane elementy spełniają wymagane specyfikacje i standardy.
Parametry techniczne
| Stopień |
Gęstość (g/cm3) |
Wytrzymałość na zginanie (TRS) |
Twardość (HRA lub HV) |
Porowatość |
Wydajność i zastosowanie |
| SXL03 |
14.95-15.11
15.15-15.35 |
1130-1300 |
91,5 |
|
Dobra odporność na zużycie; stosowany do małych form ciągnących |
| SXL06 |
14.88-15.04
14.85-15.05
14.0-14.95 |
1530-1550
1580 |
89,5 |
2,0-1,6 |
Dobra odporność na zużycie; stosowany do ciągnienia form ze stali (≤20mm) i węglików/metali nieżelaznych (≤35mm) |
| SXL08 |
14.65-14.85
14.65-14.85 |
1840-2100 |
89,0 |
2,0-1,6 |
Dobra wytrzymałość i odporność na zużycie; stosowany do ciągnienia form ze stali (≤50mm) i węglików/metali nieżelaznych (≤30mm) |
| SXL30 |
14.29-14.49 |
1910 |
HV:1210 |
|
Doskonała wytrzymałość i wytrzymałość; używany do ciągnienia form do rur i prętów obrabianych |
| SXL50 |
13.86-14.06
13.95-14.15 |
2060-2220 |
86,5 |
|
Doskonała wytrzymałość i wytrzymałość; używany do ciągnienia form do rur, prętów i płyt obrabianych |


 Twoja wiadomość musi mieć od 20 do 3000 znaków!
Twoja wiadomość musi mieć od 20 do 3000 znaków!